
Dịch Vụ Gia Công Chấn Gấp, Đột Dập Kim Loại Tấm Trọn Gói
Trong bối cảnh công nghiệp cơ khí năm 2026, việc tìm kiếm một đơn vị gia công chấn không khó, nhưng để tìm được đối tác có khả năng đọc hiểu bản vẽ phức tạp và đảm bảo độ chính xác đến từng milimet là một thách thức. Gia công chính xác chấn gấp CNC (Computer Numerical Control) đã trở thành tiêu chuẩn vàng, thay thế hoàn toàn các phương pháp uốn thủ công lạc hậu, giúp hiện thực hóa các ý tưởng thiết kế từ bản vẽ CAD thành những sản phẩm kim loại tinh xảo.
1. Tầm quan trọng của độ chính xác trong gia công chấn gấp CNC theo bản vẽ
1.1. Sự khác biệt giữa chấn gấp CNC hiện đại và uốn kim loại thủ công
Sự khác biệt lớn nhất nằm ở khả năng lặp lại và kiểm soát lực. Uốn thủ công phụ thuộc vào tay nghề thợ, dễ dẫn đến sai lệch góc và biến dạng bề mặt. Ngược lại, gia công chấn gấp CNC sử dụng hệ thống thủy lực hoặc servo điều khiển bằng máy tính. Máy sẽ tự động tính toán lực ép dựa trên độ dày và độ cứng vật liệu, đảm bảo 100 sản phẩm đều có góc chấn đồng nhất như một.
1.2. Tại sao bản vẽ kỹ thuật (CAD/PDF) là "kim chỉ nam" cho chất lượng sản phẩm?
Bản vẽ kỹ thuật chứa đựng các thông số về dung sai, bán kính góc (R), và thứ tự các đường chấn. Đối với các đơn vị gia công chấn dập thép tấm, bản vẽ giúp lập trình viên xác định "điểm chết" của dao chấn, tránh va chạm giữa phôi và máy. Một bản vẽ chuẩn giúp giảm thiểu 90% lỗi trong quá trình sản xuất thực tế.

2. Kỹ thuật đọc bản vẽ và tính thông số chấn gấp
2.1. Cách xác định hệ số K-Factor và Bend Allowance để trải phôi
Để có một sản phẩm đúng kích thước sau khi chấn, kỹ sư phải thực hiện bước "trải phôi" (unfolding). Bí quyết nằm ở Hệ số K (K-Factor) – tỉ lệ giữa vị trí trục trung hòa và độ dày vật liệu. Việc tính toán chính xác Bend Allowance giúp kích thước cắt laser theo yêu cầu ban đầu hoàn hảo, không bị thừa hay thiếu hụt sau khi gấp.
2.2. Lựa chọn bán kính chấn (R) và rãnh V phù hợp với độ dày vật liệu
Một sai lầm phổ biến là dùng một loại cối chấn cho mọi độ dày. Quy tắc ngành thường là chọn độ rộng rãnh V bằng 6 đến 8 lần độ dày vật liệu (V = 6-8T). Việc chọn sai rãnh V sẽ dẫn đến sai số góc hoặc làm rạn nứt bề mặt kim loại tại đường chấn.

3. Danh mục vật liệu phổ biến trong gia công chấn gấp tại xưởng
3.1. Gia công chấn dập Inox 304, 316: Kỹ thuật giữ bề mặt không trầy xước
Inox có đặc tính cứng và độ đàn hồi (springback) cao hơn thép thường. Khi gia công chấn dập inox, chúng tôi thường sử dụng màng phim bảo vệ hoặc đệm chấn chuyên dụng để tránh "vết hằn" của cối lên bề mặt gương hoặc xước mờ của Inox 304.
3.2. Chấn gấp Nhôm tấm và Thép mạ kẽm: Giải pháp ngăn ngừa nứt góc chấn
Nhôm tấm (đặc biệt là dòng A6061) rất dễ bị nứt nếu bán kính chấn quá nhỏ. Đối với thép mạ kẽm, quá trình gia công chấn dập thép tấm cần chú ý để không làm bong tróc lớp mạ bảo vệ, đảm bảo khả năng chống gỉ sét của sản phẩm.

4. Quy trình vận hành 5 bước từ bản vẽ đến thành phẩm hoàn thiện
-
Tiếp nhận và Thẩm định: Phân tích file CAD (DWG/DXF/STEP) để kiểm tra tính khả thi kỹ thuật.
-
Lập trình mô phỏng: Sử dụng phần mềm (như Delem hoặc SolidWorks) để mô phỏng quá trình chấn, phát hiện các điểm va chạm tiềm ẩn.
-
Thiết lập máy (Setup): Lựa chọn bộ dao cối (Punch và Die) phù hợp với góc và bán kính R yêu cầu.
-
Chấn mẫu và Đo đạc: Thực hiện chấn thử nghiệm trên phôi cùng loại để điều chỉnh bù trừ độ đàn hồi.
-
Gia công hàng loạt và Kiểm soát: Tiến hành gia công và kiểm tra xác suất bằng thước kẹp hoặc máy đo góc kỹ thuật số.
5. Các ứng dụng thực tiễn của kim loại chấn gấp theo yêu cầu
Dịch vụ gia công chấn gấp đóng vai trò xương sống trong nhiều ngành:
-
Xây dựng và Kiến trúc: Máng xối, ốp mặt dựng (Facade), thang máng cáp.
-
Điện tử và Viễn thông: Vỏ tủ điện, tủ rack, hộp kỹ thuật.
-
Công nghiệp thực phẩm: Bàn inox, bồn chứa, hệ thống sấy yến.
-
Cơ khí chính xác: Chi tiết máy, khung vỏ robot.
6. Tiêu chuẩn kiểm tra chất lượng (QC) cho sản phẩm chấn gấp CNC
Mỗi sản phẩm xuất xưởng phải đạt các tiêu chuẩn khắt khe:
-
Độ chính xác góc: Sai số không quá cộng hoặc trừ 0.5 độ.
-
Độ chính xác kích thước cạnh: Sai số trong khoảng cộng hoặc trừ 0.2mm.
-
Bề mặt: Không có vết nứt, không bị biến dạng bất thường tại vùng lân cận đường chấn.
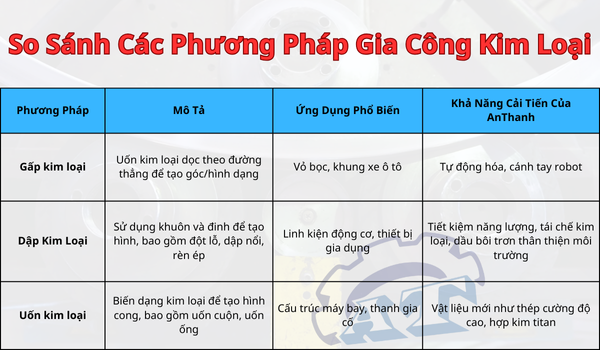
Công nghệ Gia công chấn gấp kim loại: Sức mạnh
So sánh công nghệ gấp kim loại dập kim loại uốn kim loại từ An Thành với phương pháp truyền thống:
| Công nghệ | Độ chính xác | Thời gian hoàn thiện | Ứng dụng nổi bật |
|---|---|---|---|
| CNC & Thủy lực An Thành | ±0.01mm | Nhanh (1-2 ngày) | Nội thất, linh kiện ô tô |
| Gia công thủ công | ±0.5mm | Chậm (3-5 ngày) | Sản phẩm đơn giản |
An Thành dẫn đầu về độ chính xác và hiệu suất trong gia công kim loại.
Lợi ích khi chọn gia công chấn gấp kim loại
- Độ chính xác cao: Sai số chỉ ±0.01mm, phù hợp cho gia công kim loại theo bản vẽ.
- Giao hàng nhanh: Phục vụ trong 24 giờ tại TP.HCM và các khu vực lân cận.
- Hỗ trợ toàn diện: Tư vấn thiết kế và gia công tối ưu từ An Thành, đảm bảo gia công cơ khí chất lượng.
7. Checklist tối ưu thiết kế bản vẽ để giảm thiểu rủi ro gia công
Để tiết kiệm chi phí gia công chấn dập thép tấm, bạn nên kiểm tra bản vẽ theo checklist sau:
-
Bán kính chấn (R) có lớn hơn hoặc bằng độ dày vật liệu chưa?
-
Khoảng cách từ lỗ đến đường chấn có ít nhất bằng 3 lần độ dày không?
-
Các cạnh gấp có quá ngắn so với độ rộng rãnh V của máy không?
-
Đã ghi chú rõ loại vật liệu và yêu cầu bề mặt chưa?
8. Giải đáp thắc mắc chuyên sâu (FAQs)
8.1. Gia công chấn gấp CNC có thể đạt độ chính xác tuyệt đối không?
Không. Trong cơ khí không có sự tuyệt đối. Tuy nhiên, với máy CNC hiện đại, sai số được kiểm soát ở mức cực nhỏ (khoảng cộng hoặc trừ 0.1mm đến 0.5mm tùy độ dày), đủ để lắp ráp các cụm chi tiết máy phức tạp.
8.2. Chấn tự do (Air Bending) và Chấn đáy (Bottoming) khác nhau như thế nào?
-
Chấn tự do: Phôi tiếp xúc 3 điểm. Linh hoạt nhưng độ chính xác góc phụ thuộc vào hành trình máy.
-
Chấn đáy: Phôi được ép chặt vào lòng cối. Độ chính xác rất cao nhưng yêu cầu lực chấn lớn.
8.3. Những loại máy chấn CNC nào đang dẫn đầu thị trường năm 2026?
Các dòng máy từ Amada (Nhật Bản), Trumpf (Đức) và Bystronic (Thụy Sỹ) vẫn là những cái tên bảo chứng cho chất lượng cao nhất nhờ hệ thống bù võng tự động thông minh.
8.4. Khái niệm "Vùng ảnh hưởng nhiệt" có tồn tại trong chấn gấp?
Không. Khác với cắt laser hay gia công hàn, chấn gấp là quá trình biến dạng dẻo ở trạng thái nguội. Cấu trúc kim loại chỉ bị kéo căng/nén lại mà không bị thay đổi tính chất hóa học do nhiệt độ.
9. Những rủi ro và sai lầm thường gặp khi đặt hàng gia công không chuẩn
Việc chọn đơn vị gia công chấn chỉ dựa trên giá rẻ thường dẫn đến:
-
Sản phẩm bị nứt góc: Do dùng dao chấn quá sắc hoặc vật liệu không phù hợp.
-
Lắp ráp không khớp: Do xưởng không tính toán độ giãn nở kim loại, dẫn đến kích thước tổng sau gấp bị lệch.
-
Hỏng bề mặt: Đặc biệt là với các mặt hàng cao cấp như gia công chấn dập inox gương, các vết xước từ cối chấn không thể xử lý được.
Tối ưu chi phí gia công cơ khí theo yêu cầu chưa bao giờ dễ dàng đến thế nếu bạn chọn đúng đối tác gia công cơ khí. Với quy trình chuẩn hóa và công nghệ CNC hiện đại, An Thành Tech cam kết chất lượng trên từng chi tiết. Đừng bỏ lỡ ưu đãi đặc biệt cho các đơn hàng trong tháng này! Gửi bản vẽ ngay cho chúng tôi qua Zalo 0942 127 028 để nhận dự toán chi phí chính xác và thời gian giao hàng sớm nhất.
Chưa có sản phẩm nào.