
Công Nghệ Cắt Laser Và Cắt EDM: Nguyên Lý, So Sánh Và Hướng Dẫn Chọn Đúng Công Nghệ
- 1. Định nghĩa và Vị thế trong Sản xuất Hiện đại
- 2. Lịch sử và Sự tiến hóa Công nghệ
- 3. Nguyên lý Hoạt động & Thông số Kỹ thuật
- 3.1. Quy trình Cắt Laser
- 3.2. Quy trình EDM và Lớp Tái Bền (Recast Layer)
- 3.3. Phân loại biến thể EDM phổ biến
- 4. Bảng So sánh Chiến lược: Laser vs. EDM
- 5. Ưu điểm và Giới hạn Thực tế
- 6. Framework Lựa chọn Công nghệ (Decision Tree)
- 7. Bối cảnh Thị trường & Chi phí tại Việt Nam 2026
- 8. Xu hướng 2026 - 2030
- 9. Câu hỏi Thường gặp (FAQ)
Lựa chọn giữa Cắt Laser và EDM là quyết định sống còn về chi phí và chất lượng trong cơ khí chính xác. Bài viết so sánh nhanh 12 tiêu chí kỹ thuật và cung cấp Framework quyết định giúp chủ xưởng tối ưu hóa quy trình gia công tại Việt Nam.
Trong kỷ nguyên cơ khí chính xác 2026, việc thấu hiểu ranh giới giữa Cắt Laser và Gia công tia lửa điện (EDM) là chìa khóa để tối ưu hóa chi phí sản xuất và chất lượng sản phẩm. Bài viết này của xưởng gia công cơ khí An Thành sẽ cung cấp cái nhìn toàn diện từ góc độ chuyên gia kỹ thuật về hai công nghệ trụ cột này.
1. Định nghĩa và Vị thế trong Sản xuất Hiện đại
-
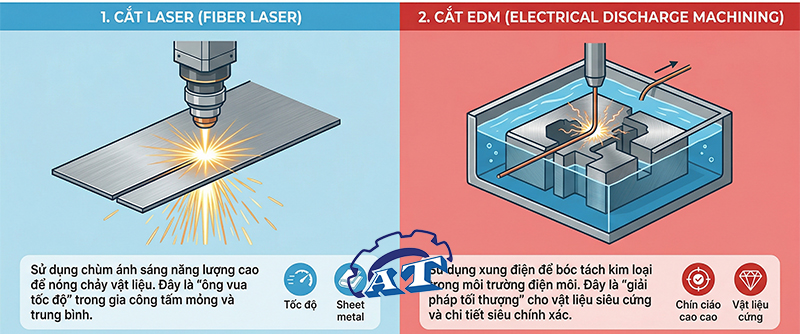
Cắt Laser (Fiber Laser): Sử dụng chùm ánh sáng năng lượng cao để nóng chảy vật liệu. Đây là "ông vua tốc độ" trong gia công tấm mỏng và trung bình.
-
Cắt EDM (Electrical Discharge Machining): Sử dụng xung điện để bóc tách kim loại trong môi trường điện môi. Đây là "giải pháp tối thượng" cho vật liệu siêu cứng và chi tiết siêu chính xác.
2. Lịch sử và Sự tiến hóa Công nghệ
2.1. Bước tiến của Laser
Từ Laser CO2 truyền thống, ngành cơ khí Việt Nam đã chuyển mình mạnh mẽ sang Fiber Laser (Laser sợi quang) từ sau năm 2015. Công nghệ này cho hiệu suất chuyển đổi năng lượng lên tới 30%, giúp cắt nhanh hơn 3-5 lần trên các vật liệu phản quang như đồng, nhôm.
2.2. Sự ổn định của EDM
Phát triển từ mạch RC (1943), EDM ngày nay tích hợp AI để kiểm soát độ mòn điện cực và tối ưu hóa bề mặt gia công ở mức micron, điều mà các phương pháp cắt gọt cơ học không thể chạm tới.
3. Nguyên lý Hoạt động & Thông số Kỹ thuật
3.1. Quy trình Cắt Laser
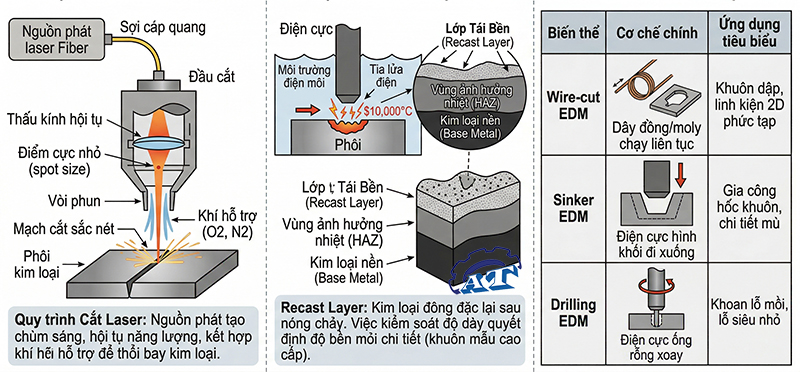
Nguồn phát tạo chùm sáng, dẫn truyền qua sợi cáp quang đến đầu cắt. Tại đây, thấu kính hội tụ năng lượng vào một điểm cực nhỏ (spot size), kết hợp với khí hỗ trợ (O2, N2) để thổi bay kim loại nóng chảy, tạo ra mạch cắt sắc nét.
3.2. Quy trình EDM và Lớp Tái Bền (Recast Layer)
Sự phóng điện giữa điện cực và phôi tạo ra nhiệt độ cục bộ lên tới 10,000C. Một yếu tố kỹ thuật cần lưu ý là Recast Layer – lớp kim loại đông đặc lại sau khi nóng chảy. Trong gia công khuôn mẫu cao cấp, việc kiểm soát độ dày lớp này quyết định độ bền mỏi của chi tiết.
3.3. Phân loại biến thể EDM phổ biến
| Biến thể | Cơ chế chính | Ứng dụng tiêu biểu |
| Wire-cut EDM | Dây đồng/moly chạy liên tục | Cắt khuôn dập, linh kiện 2D phức tạp |
| Sinker EDM | Điện cực hình khối đi xuống | Gia công hốc khuôn, chi tiết mù |
| Drilling EDM | Điện cực ống rỗng xoay | Khoan lỗ mồi, lỗ siêu nhỏ |
4. Bảng So sánh Chiến lược: Laser vs. EDM
Dưới đây là 12 tiêu chí cốt lõi giúp nhà quản lý đưa ra quyết định đầu tư hoặc gia công:
| Tiêu chí | Cắt Laser (Fiber) | Cắt EDM (Wire-cut) |
| 1. Tốc độ gia công | Cực nhanh (đến 50m/phút) | Chậm (tính bằng mm/phút) |
| 2. Độ chính xác | ± pm 0.05 mm | ± pm 0.002 mm |
| 3. Độ bóng ($Ra$) | Trung bình (3.2 - 6.3) | Cực cao (0.1 - 0.4) |
| 4. Độ dày tối đa | 25 - 50mm | Đến 600mm |
| 5. Vật liệu | Đa dạng (Kim loại/Phi kim) | Chỉ vật liệu dẫn điện |
| 6. Độ cứng phôi | Ảnh hưởng đến tốc độ | Không ảnh hưởng (cắt thép tôi) |
| 7. Vùng ảnh hưởng nhiệt | Khá lớn (HAZ) | Rất nhỏ |
| 8. Mạch cắt (Kerf) | 0.1 - 0.3 mm | 0.05 - 0.2 mm |
| 9. Thiết lập máy | Nhanh, linh hoạt | Chậm, gá đặt phức tạp |
| 10. Chạy tự động | Tốt | Tuyệt vời (24/7 không người trực) |
| 11. Vốn đầu tư | Cao (cho máy chính hãng) | Trung bình đến Cao |
| 12. Chi phí vận hành | Thấp (Điện + Khí) | Trung bình (Dây + Điện môi) |
5. Ưu điểm và Giới hạn Thực tế
Ghi chú chuyên gia: Đừng cố dùng Laser cho các chi tiết yêu cầu lắp ghép chính xác tuyệt đối, và đừng dùng EDM cho các tấm thép mỏng số lượng lớn nếu bạn không muốn "đốt" ngân sách.
-
Laser: Ưu thế tuyệt đối về năng suất. Giới hạn ở sai số nhiệt và độ chéo mạch cắt khi phôi dày.
-
EDM: Khả năng gia công hình dạng không tưởng (góc vuông trong). Nhược điểm là tốc độ thấp và chi phí xử lý môi trường.
6. Framework Lựa chọn Công nghệ (Decision Tree)
Để chọn đúng công nghệ, hãy trả lời 5 câu hỏi sau:
-
Dung sai yêu cầu có dưới 0.01mm không? (Nếu có: EDM)
-
Số lượng hàng nghìn sản phẩm cần lấy ngay? (Nếu có: Laser)
-
Vật liệu đã qua nhiệt luyện (độ cứng cao)? (Nếu có: EDM)
-
Sản phẩm là thép tấm mỏng dưới 10mm? (Nếu có: Laser)
-
Cần gia công hốc sâu không xuyên thấu? (Nếu có: Sinker EDM)
7. Bối cảnh Thị trường & Chi phí tại Việt Nam 2026
-
Phân khúc Laser: Các dòng máy Fiber từ 6kW - 12kW đang trở thành tiêu chuẩn tại các khu công nghiệp. Chi phí thuê cắt dao động từ 5.000 - 60.000 VNĐ/m tùy độ dày.
-
Phân khúc EDM: Các xưởng khuôn mẫu ưu tiên máy Nhật (Sodick, Fanuc) để đảm bảo chất lượng bề mặt. Chi phí gia công dao động 250.000 - 500.000 VNĐ/giờ.
8. Xu hướng 2026 - 2030
Ngành cơ khí đang tiến tới mô hình Hybrid Manufacturing: Sử dụng Laser để cắt phá thô (tối ưu tốc độ) và dùng EDM để tinh chỉnh các bề mặt lắp ghép (tối ưu độ chính xác). Sự kết hợp này giúp giảm giá thành sản phẩm xuống 30-40%.
9. Câu hỏi Thường gặp (FAQ)
-
Laser có cắt được vật liệu dày như EDM không? Có, nhưng mạch cắt bị chéo và HAZ lớn, không phù hợp làm khuôn.
-
Tại sao EDM lại quan trọng trong làm khuôn? Vì nó cho phép cắt các khe hẹp và góc sắc nét mà dao phay hay laser không thể làm mịn được.
-
Nguồn Laser nào tốt nhất hiện nay? Fiber Laser dẫn đầu nhờ tính ổn định và chi phí vận hành rẻ hơn CO2.
Lời kết: Việc chọn đúng công nghệ không chỉ giúp bạn có sản phẩm tốt mà còn là bài toán sống còn về lợi nhuận. Nếu bạn đang phân vân về một bản vẽ cụ thể, hãy liên hệ với đơn vị gia công uy tín để được tư vấn lộ trình Hybrid tối ưu nhất.

CÔNG TY TNHH KỸ THUẬT AN THÀNH
Địa chỉ: 5 Võ Văn Bích, xã Bình Mỹ, Tp. Hồ Chí Minh, Việt Nam
Hotline: 0942 127 028
Email: cokhi.anthanhtech@gmail.com
Tin tức liên quan

30/07
2026
Trong bối cảnh sản xuất cơ khí hiện đại, việc lựa chọn sai phương pháp gia công kim loại tấm (giữa Chấn CNC, Dập hay Uốn) có thể khiến doanh nghiệp lãng phí từ 30% đến 50% chi phí khuôn mẫu, kéo dài thời gian setup và làm sụt giảm lợi nhuận nghiêm trọng.

24/07
2026
Chọn sai tải trọng dây tăng đơ không chỉ làm hỏng hàng hóa mà còn đe dọa trực tiếp đến an toàn giao thông. Để chọn đúng thiết bị, người dùng bắt buộc phải phân biệt được hai thông số cốt lõi: WLL (Tải trọng làm việc) và Breaking Strength (Lực đứt). Vậy WLL là gì? Tại sao tuyệt đối không được dùng Lực đứt để tính toán tải trọng an toàn? Hãy cùng giải mã chi tiết qua bài viết dưới đây.

29/06
2026
Quản lý tồn kho và biến động giá nguyên vật liệu là bài toán ảnh hưởng trực tiếp đến lợi nhuận và nghĩa vụ thuế của mọi doanh nghiệp. Bài viết này - được tham vấn chuyên môn bởi Kế toán trưởng ANTHANH (10 năm kinh nghiệm ngành sản xuất & bán lẻ) – sẽ giúp các kế toán, quản lý kho và chủ xưởng hiểu rõ phương pháp FIFO, LIFO để đưa ra quyết định định giá chính xác nhất.

13/06
2026
Cẩm nang từ A-Z về phần mềm chuyên dụng cơ khí. Giải pháp ứng dụng CAD, CAM, CAE và MES để tự động hóa dây chuyền sản xuất cơ khí chính xác hiện đại.
Xem thêm