
Phay CNC Là Gì? Cẩm Nang Toàn Diện Từ Bản Chất, Cấu Tạo Đến Thông Số Kỹ Thuật
- 1. Phay CNC Là Gì? - Định Nghĩa, Bản Chất Và Vai Trò
- Định nghĩa chuẩn kỹ thuật
- Phay CNC vs Phay thủ công: Đâu là sự khác biệt?
- Tại sao Phay CNC trở nên không thể thiếu?
- 2. Nguyên Lý Hoạt Động - Từ Tín Hiệu Số Đến Chuyển Động Cắt
- Quy trình gia công 5 bước tiêu chuẩn
- Hệ tọa độ trong không gian gia công
- Vòng phản hồi (Feedback Loop) và độ chính xác
- 3. Cấu Tạo Máy Phay CNC - Giải Phẫu Chi Tiết
- Khung máy và hệ thống dẫn hướng
- Trục chính (Spindle)
- Bộ điều khiển (Controller)
- Bộ thay dao tự động (ATC)
- Hệ thống làm mát và bôi trơn
- 4. Phân Loại Máy Phay CNC
- 5. Các Hoạt Động Phay CNC Phổ Biến
- 6. Dụng Cụ Cắt Trong Phay CNC
- 7. Vật Liệu Gia Công Và Thông Số Cắt
- 8. Ứng Dụng Phay CNC Theo Ngành Tại Việt Nam
- 9. So Sánh Phay CNC Với Các Phương Pháp Khác
- 10. Độ Chính Xác, Chất Lượng Bề Mặt Và Dung Sai
- 11. Lợi Ích Và Hạn Chế Của Phay CNC
- 12. Câu Hỏi Thường Gặp (FAQ)
- Q: Máy phay CNC gia công kim loại có dùng để cắt nhựa, ván gỗ được không?
- Q: G-code cụ thể cấu trúc như thế nào?
- Q: Các ngành công nghiệp nào ở Việt Nam "khát" máy phay CNC nhất?
- Q: Xưởng nhỏ mới khởi nghiệp nên đầu tư loại máy phay CNC nào?
- 13. Xu Hướng Phay CNC 2025 Và Tương Lai Ngành Cơ Khí
- Kỷ nguyên của 5 trục đồng thời:
- AI và IoT trong nhà máy thông minh:
- Hybrid Manufacturing (Gia công tích hợp):
- Cần Tư Vấn Giải Pháp Gia Công & Tối Ưu Tỷ Lệ Chuyển Đổi Thực Tế?
Trong kỷ nguyên công nghiệp 4.0, phay CNC không chỉ là một phương pháp gia công mà đã trở thành "tiêu chuẩn vàng" quyết định năng lực cạnh tranh của mọi xưởng gia công cơ khí. Từ những linh kiện hàng không dung sai phần nghìn milimet đến các khuôn mẫu phức tạp, phay CNC đang chi phối toàn bộ chuỗi cung ứng toàn cầu. Vậy chính xác phay CNC là gì? Nguyên lý hoạt động và cách tối ưu hóa thông số cắt gọt ra sao? Bài viết dưới đây sẽ cung cấp cho bạn góc nhìn chuyên sâu và toàn diện nhất.
1. Phay CNC Là Gì? - Định Nghĩa, Bản Chất Và Vai Trò
Định nghĩa chuẩn kỹ thuật
CNC là viết tắt của Computer Numerical Control (Điều khiển số bằng máy tính). Trong khi đó, phay là quá trình gia công cắt gọt sử dụng dụng cụ quay tròn để loại bỏ dần vật liệu khỏi phôi tĩnh.
Kết hợp lại, Phay CNC là quá trình cắt gọt vật liệu bằng dao phay đa lưỡi dưới sự điều khiển tự động của máy tính thông qua các đoạn mã lệnh số. Dưới góc nhìn thực tiễn, đây là phép màu công nghệ giúp biến một khối nguyên liệu thô (kim loại, nhựa, gỗ) thành một chi tiết cơ khí chính xác tuyệt đối theo đúng bản vẽ 3D trên màn hình.
Phay CNC vs Phay thủ công: Đâu là sự khác biệt?
Sự chuyển giao từ phay cơ sang CNC đánh dấu bước nhảy vọt về năng suất. Dưới đây là bảng so sánh chi tiết:
| Tiêu chí | Phay thủ công (Manual Milling) | Phay CNC |
| Độ chính xác | Phụ thuộc hoàn toàn vào tay nghề thợ (±0.05 - 0.1mm) | Rất cao và ổn định (lên tới ±0.005mm) |
| Tốc độ sản xuất | Chậm, tốn nhiều thời gian gá đặt và đo kiểm | Cực nhanh, máy có thể vận hành liên tục 24/7 |
| Yêu cầu kỹ năng | Sự khéo léo của đôi tay, kinh nghiệm cảm nhận | Tư duy lập trình (CAD/CAM), hiểu biết hệ thống |
| Khả năng lặp lại | Thấp, khó đảm bảo độ đồng đều cho lô hàng lớn | Tuyệt đối, 1000 sản phẩm giống hệt nhau |
| Chi phí ban đầu | Thấp | Cao (Chi phí đầu tư máy, phần mềm, đào tạo) |
Kết luận: Mặc dù phay CNC tỏ ra vượt trội, nhưng nó không thay thế hoàn toàn phay thủ công. Trong các trường hợp gia công sửa chữa đơn chiếc, làm đồ gá đơn giản hoặc vát mép nhanh, phay cơ vẫn giữ được lợi thế về sự linh hoạt và chi phí.
Tại sao Phay CNC trở nên không thể thiếu?
Sự thống trị của phay CNC đến từ 4 yếu tố cốt lõi: nhu cầu tự động hóa khép kín, áp lực chất lượng đồng đều từ chuỗi cung ứng toàn cầu, sự tiến hóa vượt bậc của phần mềm CAD/CAM, và bài toán tối ưu chi phí nhân công trực tiếp. Với quy mô thị trường gia công CNC toàn cầu đạt mốc 63.5 tỷ USD (dự báo tiếp tục tăng trưởng mạnh đến 2030), công nghệ này chính là "tấm vé" để các doanh nghiệp bước vào chuỗi sản xuất giá trị cao.
2. Nguyên Lý Hoạt Động - Từ Tín Hiệu Số Đến Chuyển Động Cắt
Quy trình gia công 5 bước tiêu chuẩn
Quá trình gia công CNC luôn tuân thủ một luồng công việc (workflow) nghiêm ngặt:
-
Thiết kế mô hình 3D (CAD): Kỹ sư dựng hình sản phẩm trên phần mềm chuyên dụng như SolidWorks, Fusion 360, hoặc AutoCAD.
-
Lập trình đường chạy dao (CAM): Nhập file CAD vào môi trường CAM (Mastercam, Hypermill) để tính toán chiến lược cắt và đường chạy dao (toolpath) tối ưu nhất.
-
Xuất mã lệnh (Post-processing): Phần mềm chuyển đổi toolpath thành hệ thống mã G-code và M-code mà máy CNC có thể hiểu được.
-
Thiết lập máy (Setup): Nạp chương trình vào bộ điều khiển (Fanuc, Siemens, Mitsubishi), tiến hành gá kẹp phôi, lắp dao và set gốc tọa độ.
-
Thực thi cắt gọt: Máy tự động vận hành: trục chính mang dao quay với tốc độ cao, tịnh tiến theo các trục X/Y/Z để bóc tách vật liệu theo đúng quỹ đạo đã lập trình.
Hệ tọa độ trong không gian gia công
Để máy CNC biết cần đi đâu, nó sử dụng hệ tọa độ Descartes. thường là trục di chuyển trái-phải, Y là trước-sau, và Z là lên-xuống (trục chính). Đối với máy nhiều trục, ta có thêm các trục xoay A (quanh X), B (quanh Y), C (quanh Z).
Người vận hành phải phân biệt rõ MCS (Hệ tọa độ máy do nhà sản xuất quy định) và WCS (Hệ tọa độ phôi - Work Zero do người thợ thiết lập). Hãy tưởng tượng máy CNC như một cánh tay robot mù, nó chỉ biết vị trí của mình thông qua các điểm gốc tọa độ này.
Vòng phản hồi (Feedback Loop) và độ chính xác
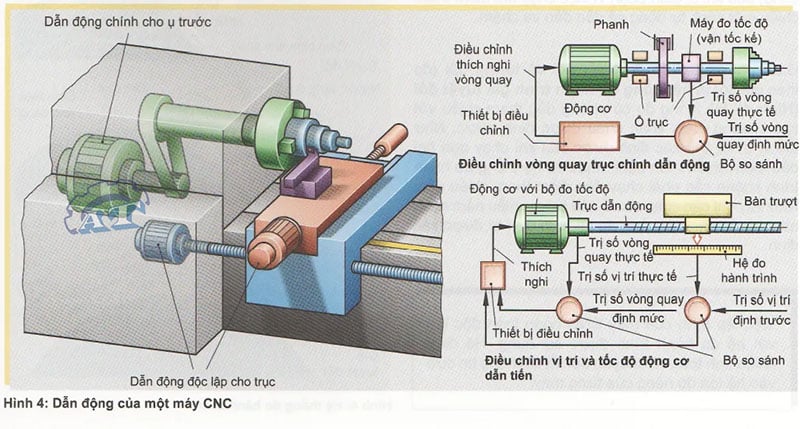
Bộ điều khiển đọc G-code, giải mã và truyền xung điện đến driver. Driver điều khiển động cơ Servo quay vít me bi, kéo bàn máy di chuyển. Điều làm nên sự chính xác tuyệt đối của CNC chính là Encoder (Cảm biến vị trí). Encoder liên tục đọc vị trí thực tế của bàn máy và gửi phản hồi (feedback) về bộ điều khiển trong tích tắc, tự động bù trừ sai số ngay khi đang cắt.
3. Cấu Tạo Máy Phay CNC - Giải Phẫu Chi Tiết
Khung máy và hệ thống dẫn hướng
Khung máy thường được đúc nguyên khối từ gang xám hoặc thép hàn để hấp thụ rung động khi cắt gọt. Độ cứng vững của khung ảnh hưởng trực tiếp đến sai số sản phẩm. Hệ thống dẫn hướng có hai loại chính: băng bi (chuyển động nhanh, ma sát thấp) và băng bản (chịu tải trọng lớn, chống rung tốt). Kết hợp cùng vít me bi, chúng tạo nên những bước dịch chuyển chính xác đến từng micron.
Trục chính (Spindle)
Được ví như trái tim của cỗ máy.
-
Tốc độ RPM: Dao động từ 10,000 đến 30,000 RPM (với máy high-speed).
-
Công suất: 5.5 kW đến hơn 30 kW cho gia công tải nặng.
-
Chuẩn kẹp dao: Các tiêu chuẩn phổ biến là BT30, BT40, BT50 hoặc HSK.
Tốc độ trục chính càng cao, chất lượng bề mặt gia công (độ bóng) càng đẹp và tuổi thọ dao càng được đảm bảo.
Bộ điều khiển (Controller)
Thị trường Việt Nam chuộng nhất 3 "ông lớn": Fanuc (dòng 0i-MF nồi đồng cối đá), Siemens (840D sl đỉnh cao cho 5 trục), và Mitsubishi (M80). Bộ điều khiển chịu trách nhiệm giải mã G-code, điều phối servo, giám sát cảm biến an toàn và xử lý bù nhiệt độ (thermal compensation). Màn hình HMI cung cấp giao diện trực quan để người thợ thao tác.
Bộ thay dao tự động (ATC)
ATC (Automatic Tool Changer) là yếu tố quyết định năng suất trong sản xuất hàng loạt.
-
Dạng đĩa (Umbrella): Chứa 10–24 dao, thay chậm hơn, dùng cho máy nhỏ.
-
Dạng xích (Cam-driven): Chứa 40–120 dao, kết hợp tay đòn thay dao siêu tốc chỉ mất 2–8 giây.
Nhờ ATC, máy có thể phay thô, phay tinh, khoan, taro liên tục mà không cần dừng lại.
Hệ thống làm mát và bôi trơn
Bao gồm làm mát bên ngoài (vòi phun) và làm mát xuyên trục chính (TSC - Through Spindle Coolant). TSC phun dung dịch áp lực cao trực tiếp qua lõi dao, giúp đẩy phoi phay ra khỏi các hốc sâu cực kỳ hiệu quả. Làm mát đúng cách giúp giảm nhiệt độ vùng cắt, tăng tuổi thọ dao, chống kẹt phoi và cải thiện độ nhám bề mặt.
4. Phân Loại Máy Phay CNC
Phân loại theo số trục gia công
| Tiêu chí | Máy 3 Trục | Máy 4 Trục | Máy 5 Trục |
| Bề mặt gia công/lần gá | 1 mặt (phẳng) | Nhiều mặt (có trục xoay) | 5 mặt (hình học phức tạp) |
| Ứng dụng điển hình | Chi tiết phẳng, khuôn đơn giản | Trục cam, bánh răng, chi tiết dạng ống | Cánh turbine, vỏ động cơ, y tế |
| Chi phí đầu tư | Mức cơ bản, dễ tiếp cận | Trung bình - Cao | Rất cao |
| Yêu cầu lập trình | Dễ, CAM cơ bản | Đòi hỏi tư duy không gian | Rất khó, yêu cầu mô phỏng va chạm |
Chú thích quan trọng: Cần phân biệt rõ 5 trục định vị (3+2) (xoay phôi đến một góc rồi khóa lại, sau đó phay bằng 3 trục) và 5 trục đồng thời (cả dao và phôi cùng di chuyển liên tục trong lúc cắt).
Phân loại theo cấu trúc thiết kế
-
VMC (Máy phay đứng): Trục chính hướng xuống vuông góc bàn máy. Chi phí rẻ, dễ setup, phổ biến nhất cho gia công chi tiết nhỏ và vừa.
-
HMC (Máy phay nằm ngang): Trục chính song song mặt đất. Có lợi thế cực lớn trong sản xuất hàng loạt nhờ hệ thống Pallet luân chuyển và khả năng thoát phoi tự nhiên theo trọng lực.
-
Gantry (Máy phay kiểu cổng): Khung máy siêu lớn, chuyên trị các chi tiết khổng lồ như khuôn đúc ô tô, khung gầm.
-
CNC Router: Dòng máy tốc độ cao, khung nhẹ, chuyên phay vật liệu mềm như gỗ, nhôm tấm, acrylic.
Các dòng máy chuyên dụng khác
Ngoài trung tâm gia công tiêu chuẩn (Machining Center) trang bị đầy đủ ATC, hộp dao, còn có các dòng máy phay khuôn tốc độ cao (High-speed milling) hoặc máy phay mini desktop (giá chỉ 50-200 triệu VNĐ) phù hợp cho phòng R&D, trường học chế tạo mẫu thử (Prototype).
5. Các Hoạt Động Phay CNC Phổ Biến
Phay bề mặt và biên dạng
-
Phay mặt (Face milling): Dùng dao lớn dọn phẳng bề mặt trên cùng của phôi để tạo mặt chuẩn.
-
Phay bên (Peripheral milling): Cắt dọc theo chu vi để tạo biên dạng ngoài của chi tiết.
-
Phay Contour 3D: Mũi dao cầu chạy theo các tọa độ X-Y-Z liên tục để tạo ra các bề mặt cong mềm mại (rất phổ biến trong làm lòng khuôn mẫu).
Phay hốc, rãnh và chiến lược cắt
-
Phay hốc (Pocket milling): Lấy vật liệu từ bên trong một vùng kín (hốc tròn, vuông). Dao thường đi xuống theo đường xoắn ốc (Helix) để tránh gãy dao.
-
Phay rãnh (Slot milling): Tạo rãnh thẳng hoặc rãnh chữ T.
-
Chiến lược cắt: Phay CNC luôn ưu tiên Climb milling (Phay thuận) – dao quay cùng chiều với bước tiến phôi. Phương pháp này giúp lưỡi cắt không bị trượt, phoi đứt ngọt hơn, từ đó bề mặt chi tiết bóng mịn hơn hẳn so với phay nghịch.
Gia công chuyên biệt
Phay CNC hiện đại có thể làm thay việc của nhiều loại máy khác: phay bánh răng CNC, phay ren (Thread milling – an toàn hơn taro truyền thống vì nếu gãy dao không bị kẹt chết trong lỗ mù), phay cam biên dạng lệch tâm, hay phay khuôn mẫu đòi hỏi dao cầu và gia công 5 trục.
6. Dụng Cụ Cắt Trong Phay CNC
Các loại dao phay cơ bản
-
Dao phay ngón (End mill): Phổ biến nhất, có thể cắt cả mặt hông và mặt đáy. Dùng phay rãnh, hốc, biên dạng.
-
Dao phay mặt đầu (Face mill): Đường kính lớn, gắn nhiều chíp cắt rời (insert). Dùng để cào phẳng bề mặt phôi nhanh chóng.
-
Dao phay cầu (Ball nose end mill): Đầu dao bo tròn, chuyên gia công tinh bề mặt cong 3D.
-
Dao phay đĩa (Slot drill): Chuyên tạo rãnh sâu, hẹp.
-
Dao phay ren (Thread mill): Quay quanh lỗ để tạo ren trong hoặc ngoài.
So sánh vật liệu và lớp phủ dao (Coating)
| Vật liệu dao | Độ cứng | Chịu nhiệt | Phân khúc chi phí | Lớp phủ phổ biến |
| HSS (Thép gió) | Thấp, dẻo dai | Kém | Rẻ | TiN (Màu vàng) |
| Carbide (Hợp kim) | Rất cứng | Tốt | Trung bình - Cao | TiAlN (Tím), AlTiN |
| CBN / Cermet | Siêu cứng | Rất tốt | Rất cao | Thường không phủ |
Giải mã lớp phủ: TiN (vàng) là lớp phủ đa năng; TiAlN (tím) chịu nhiệt cực tốt phù hợp gia công khô tốc độ cao; DLC (Diamond-Like Carbon) siêu trơn, là khắc tinh của nhôm dẻo (chống bết dao).
Hướng dẫn chọn dao nhanh cho kỹ sư
-
Gia công Nhôm: Chọn dao Carbide 3 lưỡi cắt, góc thoát phoi lớn, không phủ hoặc phủ DLC để tránh dính phoi.
-
Gia công Inox (Thép không gỉ 304/316): Chọn dao Carbide 4 lưỡi, lớp phủ TiAlN.
-
Gia công Titan: Dao Carbide 4-6 lưỡi, góc xoắn đa hình học (variable helix) phủ AlTiN để chống rung.
7. Vật Liệu Gia Công Và Thông Số Cắt
Nhóm vật liệu kim loại
-
Nhôm (6061, 7075): Cấp độ dễ gia công (Machinability) cao nhất, cho phép chạy dao tốc độ cực lớn, ứng dụng nhiều làm vỏ thiết bị.
-
Thép cơ bản (1020, 4140, D2): Cấp độ khó từ trung bình đến cao (thép khuôn D2 qua nhiệt luyện rất cứng).
-
Inox (304, 316): Khó nhằn do tính dẫn nhiệt kém, nhiệt tập trung ở mũi dao gây mòn nhanh và hiện tượng "cứng nguội" (work hardening).
-
Siêu hợp kim (Titanium, Inconel): Thách thức lớn nhất của ngành CNC. Rất cứng, mài mòn cao, bắt buộc phải cắt ở tốc độ thấp với máy cực kỳ cứng vững.
Nhóm phi kim và vật liệu mới
Nhựa kỹ thuật (POM, PEEK, ABS) đòi hỏi dao siêu bén và không dùng dung dịch làm mát (có thể dùng khí nén) để tránh biến dạng. Sợi Carbon (CFRP) gây mòn dao khủng khiếp và sinh ra bụi độc hại, cần máy có hệ thống hút bụi chuyên dụng.
Bảng thông số cắt (Cutting Data) tham khảo
(Đây là thông số nền tảng để thiết lập trên phần mềm CAM, cần điều chỉnh theo độ cứng vững của từng máy thực tế)
| Vật liệu phôi | Tốc độ cắt Vc (m/min) | Bước tiến fz (mm/răng) | Chiều sâu cắt ap (mm) | Làm mát khuyến nghị |
| Nhôm hợp kim | 300 - 800 | 0.05 - 0.20 | 2.0 - 5.0 | Nhũ tương / Khí nén |
| Thép carbon thấp | 150 - 250 | 0.04 - 0.15 | 1.0 - 3.0 | Nhũ tương tưới ngập |
| Thép công cụ (đã tôi) | 80 - 120 | 0.02 - 0.08 | 0.2 - 1.0 | Khí nén / Phun sương dầu |
| Inox 304/316 | 60 - 100 | 0.03 - 0.10 | 0.5 - 2.0 | Nhũ tương áp lực cao |
8. Ứng Dụng Phay CNC Theo Ngành Tại Việt Nam
Phay CNC là "nồi cơm" của hơn 3,500 doanh nghiệp gia công cơ khí trên khắp Việt Nam (tập trung tại TP.HCM, Bình Dương, Đồng Nai, Bắc Ninh).
-
Ngành khuôn mẫu & Phụ tùng: Chế tạo khuôn ép nhựa tinh xảo cho đồ gia dụng; sản xuất phụ tùng ô tô xe máy (thân van, nắp lốc máy).
-
Ngành Điện tử & Y tế: Chuỗi cung ứng của Samsung, Foxconn đòi hỏi gia công vỏ nhôm smartphone hay tản nhiệt CPU với sản lượng hàng triệu chiếc. Trong y tế, phay CNC 5 trục gia công các khớp xương nhân tạo từ Titanium với tiêu chuẩn y khoa khắt khe.
-
Nội thất & Quảng cáo: Các dòng máy CNC Router công khổ lớn ngày đêm phay chạm trổ các tấm ván MDF, gỗ thịt tự nhiên hoặc cắt biên dạng biển hiệu Acrylic 3D.
9. So Sánh Phay CNC Với Các Phương Pháp Khác
Phay CNC vs Tiện CNC
| Tiêu chí | Phay CNC | Tiện CNC |
| Nguyên lý | Dao quay, phôi đứng im | Phôi quay, dao đứng im |
| Hình dạng tạo ra | Khối hộp, hình học 3D phức tạp, không đối xứng | Chi tiết dạng tròn xoay (trục, ống, mặt bích) |
Thực tế: Các máy Mill-Turn (Trung tâm tiện phay) hiện nay đã tích hợp cả hai chức năng để gia công xong sản phẩm chỉ trong 1 lần gá.
Phay CNC vs In 3D Kim Loại
In 3D vượt trội khi làm các chi tiết có cấu trúc rỗng tổ ong bên trong giúp giảm trọng lượng. Tuy nhiên, Phay CNC đánh bại In 3D hoàn toàn ở 3 khía cạnh: tốc độ sản xuất hàng loạt, độ bóng bề mặt và cơ tính vật liệu nguyên khối (chịu lực tốt hơn).
Phay CNC vs Máy Cắt Dây / Xung Điện (EDM)
Khi thép đã tôi cứng lên trên 60 HRC, phay CNC gặp khó khăn lớn. Khi đó EDM là giải pháp hoàn hảo để tạo các góc nhọn trong lòng khuôn (nơi dao phay tròn không thể móc tới). Quy trình làm khuôn chuẩn luôn là: Phay thô nhanh → Phay tinh → EDM hoàn thiện các góc hẹp.
10. Độ Chính Xác, Chất Lượng Bề Mặt Và Dung Sai
Phân cấp độ chính xác của máy
Độ chính xác không chỉ do máy, mà còn bị ảnh hưởng bởi nhiệt độ xưởng, mòn dao và rung động.
-
Máy CNC thông thường: Sai số ±0.05 – 0.1mm.
-
Máy CNC độ chính xác cao: Sai số ±0.01 – 0.02mm (môi trường kiểm soát nhiệt).
-
Máy siêu chính xác (Jig Boring): Dung sai ±0.001 – 0.005mm (phòng Lab).
Chất lượng bề mặt (Độ nhám Ra)
Bề mặt sản phẩm phản ánh chiến lược cắt:
-
Phay thô: Ra 3.2 – 6.3 μm.
-
Phay tinh chuẩn: Ra 0.8 – 1.6 μm.
-
Phay tinh tốc độ cao (High-speed với dao cầu): Đạt Ra 0.1 – 0.4 μm (Đạt độ bóng gương, không cần đánh bóng tay).
Bảng dung sai tiêu chuẩn ISO 2768
Trong bản vẽ, những kích thước không ghi dung sai sẽ áp dụng chuẩn ISO này. Kỹ sư thiết kế và xưởng phay phải thống nhất sử dụng cấp độ nào:
-
ISO 2768-f (Fine - Tinh): Dung sai rất nhỏ, chi phí gia công cao.
-
ISO 2768-m (Medium - Trung bình): Phổ biến nhất cho cơ khí chế tạo.
-
ISO 2768-c (Coarse - Thô): Phù hợp cho các chi tiết không lắp ráp khép kín.
11. Lợi Ích Và Hạn Chế Của Phay CNC
7 Lợi ích chiến lược (Từ vận hành đến dài hạn)
-
Loại bỏ rủi ro con người: Lập trình đúng 1 lần, chạy đúng 10,000 lần.
-
Gia công biên dạng siêu phức tạp: Làm được những hình dáng mà tay người không thể quay tay quay nổi.
-
An toàn lao động: Người thợ đứng ngoài buồng gia công che chắn bằng kính cường lực.
-
Giảm thiểu thời gian chết (Downtime): Thay dao tự động, setup phôi tự động.
-
Chất lượng đồng đều: Rất quan trọng khi làm hàng xuất khẩu.
-
Tối ưu hóa phôi liệu: Phần mềm CAM giúp tính toán đường cắt ít hao phí nhất.
-
Bảo mật thiết kế: Dữ liệu số hóa hoàn toàn, dễ lưu trữ và bảo vệ bản quyền.
5 Hạn chế thực tế doanh nghiệp phải đối mặt
-
Rào cản đầu tư ban đầu: Máy móc, tool, phần mềm CAD/CAM bản quyền tiêu tốn ngân sách khổng lồ.
-
Sự phức tạp trong đào tạo: Tìm thợ đứng máy dễ, tìm kỹ sư lập trình CAM giỏi rất khó.
-
Lãng phí theo định nghĩa gia công: Bản chất cắt gọt là tạo ra phoi phế liệu (waste material) nhiều hơn in 3D.
-
Chi phí bảo trì đắt đỏ: Hư hỏng spindle hay board mạch thay thế tốn kém.
-
Rủi ro vận hành (Crash): Một sai sót nhỏ dập nhầm dấu chấm thành dấu phẩy trong G-code có thể khiến dao đâm thẳng vào bàn máy, gây thiệt hại hàng trăm triệu. Hiểu rõ những rào cản này giúp doanh nghiệp có chiến lược đầu tư máy và con người thực tế hơn.
12. Câu Hỏi Thường Gặp (FAQ)
Q: Máy phay CNC gia công kim loại có dùng để cắt nhựa, ván gỗ được không?
A: Có thể. CNC gia công rất tốt phi kim (nhựa POM, PEEK, Carbon, Gỗ). Tuy nhiên, vì máy cơ khí thiết kế tưới nước làm mát ngập, khi phay gỗ/nhựa cần vệ sinh bồn nước cẩn thận hoặc trang bị hệ thống hút bụi, đồng thời sử dụng dao cắt và thông số tốc độ chuyên biệt để vật liệu không bị nóng chảy.
Q: G-code cụ thể cấu trúc như thế nào?
A: G-code là ngôn ngữ theo chuẩn ISO 6983. Một câu lệnh điển hình:
G01 X50 Y30 F200có nghĩa là "Di chuyển dao cắt theo đường thẳng (G01) đến tọa độ X=50, Y=30 với tốc độ tiến dao là 200 mm/phút (F)". Các mã M-code đi kèm (như M03) dùng để bật trục chính.
Q: Các ngành công nghiệp nào ở Việt Nam "khát" máy phay CNC nhất?
A: 5 nhóm ngành chính: (1) Điện tử và phụ trợ FDI (Samsung, LG, Apple suppliers); (2) Ngành chế tạo Khuôn mẫu; (3) Sản xuất phụ tùng Ô tô - Xe máy; (4) Ngành mộc nội thất xuất khẩu; (5) Gia công biển hiệu, quảng cáo.
Q: Xưởng nhỏ mới khởi nghiệp nên đầu tư loại máy phay CNC nào?
A: Với ngân sách hạn chế, loại chi tiết đa dạng vừa và nhỏ, nên bắt đầu bằng dòng máy đứng 3 trục (VMC) sử dụng hệ điều hành Fanuc. Máy VMC đa dụng, dễ bảo trì, dễ tuyển nhân sự vận hành. Sau khi có tệp khách hàng ổn định mới nên nâng cấp lên máy 4 trục, 5 trục hoặc HMC.
13. Xu Hướng Phay CNC 2025 Và Tương Lai Ngành Cơ Khí
Kỷ nguyên của 5 trục đồng thời:
Việc gá phôi nhiều lần gây ra sai số tích lũy. Xu hướng "One-hit Machining" (hoàn thiện chi tiết trong 1 lần gá) trên máy 5 trục đang trở thành tiêu chuẩn bắt buộc cho các đơn hàng thiết bị y tế và hàng không. Tại châu Âu, máy 6 và 7 trục định vị đã bắt đầu xuất hiện.
AI và IoT trong nhà máy thông minh:
Không còn là lý thuyết, trí tuệ nhân tạo đang được tích hợp để giám sát tiếng ồn và dòng điện trục chính, từ đó chẩn đoán độ mòn dao theo thời gian thực (Tool wear monitoring). Các Vendor tại Việt Nam muốn vào chuỗi cung ứng của FDI bắt buộc phải có máy CNC kết nối hệ thống MES/ERP qua IoT để báo cáo tiến độ tự động.
Hybrid Manufacturing (Gia công tích hợp):
Tương lai là những cỗ máy lai như Mazak Integrex hay DMG Mori Lasertec. Chúng tích hợp đầu hàn đắp kim loại (In 3D - DED) để xây dựng cấu trúc rỗng phức tạp, sau đó dùng chính trục chính phay CNC để gọt láng bóng bề mặt. Sự kết hợp này phá vỡ mọi giới hạn về thiết kế cơ khí truyền thống.
Cần Tư Vấn Giải Pháp Gia Công & Tối Ưu Tỷ Lệ Chuyển Đổi Thực Tế?
Việc ứng dụng hệ thống máy phay CNC và đưa ra quy trình gia công chuẩn đòi hỏi kinh nghiệm thực chiến dày dặn. Để được tư vấn chuyên sâu về các giải pháp gia công cơ khí chính xác, thiết kế đồ gá, hoặc tối ưu hóa sản xuất cho doanh nghiệp, quý khách hàng có thể liên hệ trực tiếp đội ngũ kỹ sư tại An Thành Tech.

CÔNG TY TNHH KỸ THUẬT AN THÀNH
Địa chỉ: 5 Võ Văn Bích, xã Bình Mỹ, Tp. Hồ Chí Minh, Việt Nam
Hotline: 0942 127 028
Email: cokhi.anthanhtech@gmail.com
Tin tức liên quan

30/07
2026
Trong bối cảnh sản xuất cơ khí hiện đại, việc lựa chọn sai phương pháp gia công kim loại tấm (giữa Chấn CNC, Dập hay Uốn) có thể khiến doanh nghiệp lãng phí từ 30% đến 50% chi phí khuôn mẫu, kéo dài thời gian setup và làm sụt giảm lợi nhuận nghiêm trọng.

24/07
2026
Chọn sai tải trọng dây tăng đơ không chỉ làm hỏng hàng hóa mà còn đe dọa trực tiếp đến an toàn giao thông. Để chọn đúng thiết bị, người dùng bắt buộc phải phân biệt được hai thông số cốt lõi: WLL (Tải trọng làm việc) và Breaking Strength (Lực đứt). Vậy WLL là gì? Tại sao tuyệt đối không được dùng Lực đứt để tính toán tải trọng an toàn? Hãy cùng giải mã chi tiết qua bài viết dưới đây.

29/06
2026
Quản lý tồn kho và biến động giá nguyên vật liệu là bài toán ảnh hưởng trực tiếp đến lợi nhuận và nghĩa vụ thuế của mọi doanh nghiệp. Bài viết này - được tham vấn chuyên môn bởi Kế toán trưởng ANTHANH (10 năm kinh nghiệm ngành sản xuất & bán lẻ) – sẽ giúp các kế toán, quản lý kho và chủ xưởng hiểu rõ phương pháp FIFO, LIFO để đưa ra quyết định định giá chính xác nhất.

13/06
2026
Cẩm nang từ A-Z về phần mềm chuyên dụng cơ khí. Giải pháp ứng dụng CAD, CAM, CAE và MES để tự động hóa dây chuyền sản xuất cơ khí chính xác hiện đại.
Xem thêm