
Taro Là Gì? Hướng Dẫn Kỹ Thuật Đầy Đủ Từ Taro Nén, Khoan Taro Đến Taro Trên Máy Tiện CNC
- Taro (Ta-Rô) Là Gì? Định Nghĩa Và Thuật Ngữ Ngành
- Cấu Tạo Chi Tiết Của Mũi Taro: 4 Thành Phần Cốt Lõi
- Phần côn dẫn hướng (Chamfer / Taper)
- Phần định hình ren (Thread Profile)
- Rãnh thoát phoi (Flutes)
- Chuôi (Shank)
- Vật Liệu Chế Tạo Và Lớp Phủ: Chìa Khóa Tăng Tuổi Thọ
- Phân Loại Mũi Taro - Chọn Loại Nào Cho Lỗ Nào?
- Bảng Tra Khoan Taro Chuẩn ISO: Hệ Mét Và Hệ Inch
- Kỹ Thuật Taro Trên Máy Tiện/Phay CNC
- Xử Lý Sự Cố: Tại Sao Mũi Taro Hay Bị Gãy?
- Ứng Dụng Kỹ Thuật Taro Tại TPHCM Và Các Khu Công Nghiệp
- Kết Luận
- Câu hỏi thường gặp (FAQ)
Trong gia công cơ khí chính xác, tạo ren luôn là một trong những công đoạn quan trọng nhất, quyết định chất lượng lắp ráp của sản phẩm. Tuy nhiên, liệu bạn đã thực sự hiểu rõ Taro là gì và khi nào nên chọn taro nén thay vì taro cắt thông thường?. Bài viết này sẽ cung cấp cái nhìn toàn diện từ những khái niệm cơ bản đến hướng dẫn kỹ thuật chi tiết về khoan taro, cũng như cách tối ưu hóa quy trình taro trên máy tiện CNC để đạt độ chính xác tuyệt đối.
Trong hệ sinh thái gia công sản xuất cơ khí việc tạo ra các mối liên kết ren là công đoạn then chốt. Dù bạn đang chế tạo một linh kiện máy siêu nhỏ hay lắp ráp kết cấu thép khổng lồ, kỹ thuật taro luôn đóng vai trò quyết định. Bài viết này xưởng gia công cơ khí An Thành sẽ phân tích sâu mọi khía cạnh về Taro, từ cấu tạo dụng cụ đến các chu trình CNC hiện đại.
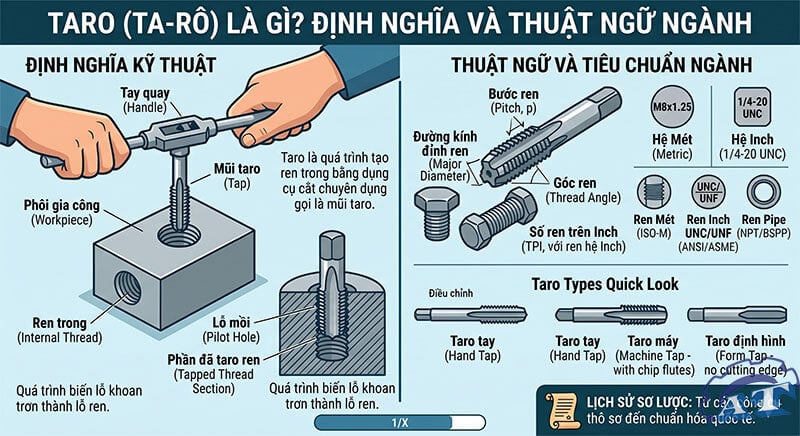
Taro (Ta-Rô) Là Gì? Định Nghĩa Và Thuật Ngữ Ngành
Khái niệm cốt lõi
Taro (tiếng Anh: Tap) là dụng cụ cắt gọt kim loại chuyên dụng dùng để tạo ra các đường ren bên trong lỗ đã được khoan sẵn (gọi là ren trong - internal thread). Quy trình này được gọi là Tapping.
Để hiểu đúng bản chất kỹ thuật, cần phân biệt rõ:
-
Mũi taro (Dụng cụ): Là thanh kim loại có biên dạng ren, đóng vai trò như một "khuôn cắt".
-
Hành động taro (Quy trình): Là việc xoay mũi taro vào lỗ khoan để biến bề mặt nhẵn của lỗ thành các rãnh ren theo tiêu chuẩn.
Nguồn gốc và thuật ngữ
Tại Việt Nam, từ "Taro" bắt nguồn từ tiếng Pháp "Taraud". Trong khi đó, dụng cụ dùng để tạo ren ngoài trên các trục hoặc bu-lông được gọi là Bàn ren (Die). Trong giới kỹ thuật tại TP.HCM và các khu công nghiệp, khi nhắc đến taro, 100% thợ máy đều hiểu đó là tạo ren trong.
Cấu Tạo Chi Tiết Của Mũi Taro: 4 Thành Phần Cốt Lõi
Một mũi taro không chỉ là một thanh sắt có răng; nó là kết quả của sự tính toán hình học phức tạp để đảm bảo lực cắt và thoát phoi tối ưu.
Phần côn dẫn hướng (Chamfer / Taper)
Đây là phần đầu tiên tiếp xúc với lỗ khoan. Các răng ở đây được mài vát đi để tạo góc côn.
-
Chức năng: Dẫn hướng mũi taro đi thẳng trục và thực hiện những nhát cắt sơ bộ.
-
Ký hiệu: Độ dài phần côn (L_cf) thường từ 1P đến 5P (P là bước ren). Phần côn càng dài, lực cắt càng nhẹ nhưng không taro được sát đáy lỗ kín.
Phần định hình ren (Thread Profile)
Nằm ngay sau phần côn, đây là phần chứa các răng có biên dạng hoàn chỉnh.
-
Chức năng: Hoàn thiện kích thước và hình dáng của bước ren theo tiêu chuẩn (ISO, JIS, DIN...).
-
Dung sai: Độ chính xác của phần này quyết định cấp độ lắp ghép (ví dụ: 6H, 7H).
Rãnh thoát phoi (Flutes)
Các rãnh chạy dọc hoặc xoắn theo thân mũi taro.
-
Chức năng: Đẩy phoi (vụn kim loại) ra ngoài và dẫn dầu bôi trơn vào vùng cắt.
-
Số lượng rãnh: Thường từ 2-4 rãnh đối với mũi nhỏ và lên đến 6 rãnh đối với mũi lớn.
Chuôi (Shank)
Phần cuối cùng dùng để gắn vào máy hoặc tay quay.
-
Chuôi vuông: Dùng cho tay quay taro thủ công.
-
Chuôi tròn: Dùng cho đầu kẹp (collet) trên máy tiện/phay CNC.

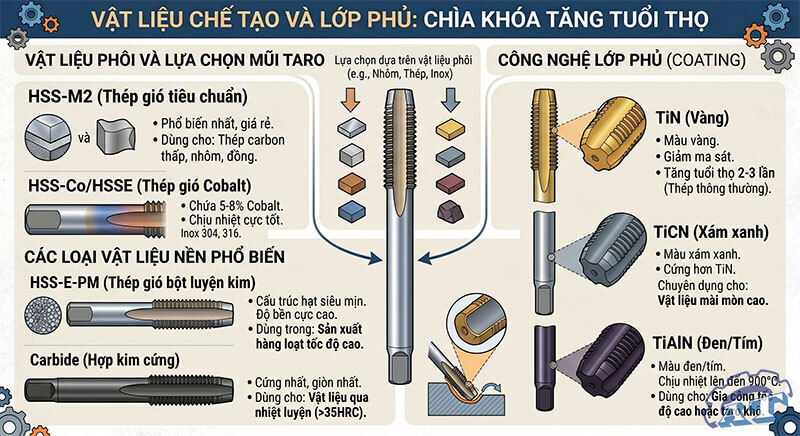
Vật Liệu Chế Tạo Và Lớp Phủ: Chìa Khóa Tăng Tuổi Thọ
Vật liệu phôi (nhôm, thép, inox) sẽ quyết định bạn phải chọn mũi taro làm bằng gì.
Các loại vật liệu nền phổ biến
-
Thép gió tiêu chuẩn (HSS-M2): Phổ biến nhất, giá rẻ, dùng cho thép carbon thấp, nhôm, đồng.
-
Thép gió Cobalt (HSS-Co/HSSE): Chứa 5-8% Cobalt, chịu nhiệt cực tốt, chuyên dụng cho Inox 304, 316.
-
Thép gió bột luyện kim (HSS-E-PM): Cấu trúc hạt siêu mịn, độ bền cực cao, dùng trong sản xuất hàng loạt tốc độ cao.
-
Carbide nguyên khối (Hợp kim cứng): Cứng nhất, giòn nhất, dùng để taro các vật liệu đã qua nhiệt luyện (>35HRC).
Công nghệ lớp phủ (Coating)
Lớp phủ giúp giảm ma sát và ngăn kim loại dính vào mũi taro:
-
TiN (Vàng): Giảm ma sát, tăng tuổi thọ 2-3 lần cho thép thông thường.
-
TiCN (Xám xanh): Cứng hơn TiN, chuyên dụng cho vật liệu có độ mài mòn cao.
-
TiAlN (Đen/Tím): Chịu nhiệt lên đến 900°C, dùng cho gia công tốc độ cao hoặc taro khô.
Phân Loại Mũi Taro - Chọn Loại Nào Cho Lỗ Nào?
Việc chọn sai loại mũi taro là nguyên nhân của 80% các vụ gãy mũi trong xưởng.
Taro Cắt (Cutting Tap) và Taro Nén (Forming Tap)
Đây là hai phương pháp tạo ren đối lập hoàn toàn:
| Tiêu chí | Taro Cắt | Taro Nén (Không phoi) |
| Cơ chế | Cắt gọt lấy đi kim loại | Ép nén biến dạng dẻo |
| Phoi | Tạo ra phoi vụn/dài | Hoàn toàn không có phoi |
| Vật liệu | Mọi loại vật liệu | Chỉ dùng cho vật liệu dẻo (Nhôm, Inox, Đồng) |
| Độ bền ren | Trung bình | Rất cao (do mật độ kim loại bị nén chặt) |
Phân loại theo hướng thoát phoi (Cực kỳ quan trọng)
-
Mũi rãnh thẳng (Straight Flute): Phoi được đẩy xuống dưới. Chỉ dùng cho lỗ thông.
-
Mũi xoắn điểm (Spiral Point / Gun Tap): Có góc vát ở đầu đẩy phoi về phía trước. Chuyên dùng cho lỗ thông năng suất cao.
-
Mũi rãnh xoắn (Spiral Flute): Rãnh xoắn như mũi khoan giúp kéo phoi ngược lên trên. Đây là loại duy nhất an toàn cho lỗ kín (lỗ cụt).
Bảng Tra Khoan Taro Chuẩn ISO: Hệ Mét Và Hệ Inch
Bảng tra cho Taro Cắt (Hệ Mét)
Quy tắc nhẩm nhanh: Ø Lỗ khoan = Ø Danh nghĩa - Bước ren (P).
| Loại ren | Bước ren (P) | Ø Lỗ khoan chuẩn (mm) | Ø Lỗ cho Inox (+0.1mm) |
| M3 | 0.5 | 2.5 | 2.6 |
| M4 | 0.7 | 3.3 | 3.4 |
| M5 | 0.8 | 4.2 | 4.3 |
| M6 | 1.0 | 5.0 | 5.1 |
| M8 | 1.25 | 6.8 | 6.9 |
| M10 | 1.5 | 8.5 | 8.6 |
| M12 | 1.75 | 10.2 | 10.3 |
Bảng tra cho Taro Nén (Không phoi)
Lưu ý: Lỗ khoan cho taro nén phải lớn hơn taro cắt vì kim loại cần không gian để "trồi lên" tạo đỉnh ren.
Công thức: Ø Lỗ khoan ≈ Ø Danh nghĩa - (0.5 x Bước ren).
| Loại ren | Bước ren (P) | Ø Lỗ cho Nhôm (mm) | Ø Lỗ cho Thép mềm (mm) |
| M5 | 0.8 | 4.6 | 4.55 |
| M6 | 1.0 | 5.5 | 5.45 |
| M8 | 1.25 | 7.4 | 7.35 |
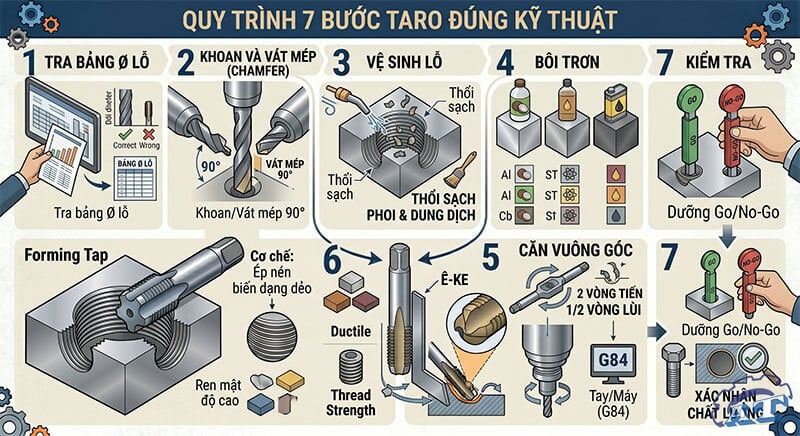
Quy Trình 7 Bước Taro Đúng Kỹ Thuật
-
Tra bảng Ø lỗ: Chọn đúng mũi khoan. Sai Ø lỗ là nguyên nhân chính gây gãy mũi.
-
Khoan và Vát mép (Chamfer): Vát mép miệng lỗ 90° để mũi taro dễ "bắt" vào tâm.
-
Vệ sinh lỗ: Thổi sạch phoi và dung dịch làm mát cũ.
-
Bôi trơn: * Thép: Dầu cắt gọt khoáng.
-
Inox: Dầu có lưu huỳnh cao (Sulphurized oil).
-
Nhôm: Dầu dừa hoặc dầu hỏa.
-
-
Căn vuông góc: Nếu taro tay, dùng ê-ke kiểm tra. Nếu taro máy, đảm bảo độ đồng tâm của collet.
-
Thực hiện taro:
-
Tay: Nhịp 2 vòng tiến, 1/2 vòng lùi để bẻ phoi.
-
Máy: Cài đặt đúng chu trình G84.
-
-
Kiểm tra: Dùng dưỡng Go/No-Go hoặc bu-lông mẫu để xác nhận chất lượng.
Kỹ Thuật Taro Trên Máy Tiện/Phay CNC
Rigid Tapping (Taro Cứng) là gì?
Đây là tiêu chuẩn hiện đại trên các dòng máy Fanuc, Mitsubishi, Siemens. Máy tự động đồng bộ tốc độ quay của trục chính với tốc độ tiến của trục Z.
-
Ưu điểm: Không cần đầu kẹp lò xo bù trừ, tốc độ taro cực nhanh (lên đến 3000-4000 rpm với nhôm).
-
Lệnh G-Code:
M29 S...kết hợp vớiG84 Z... R... F....
Cách tính bước tiến (Feedrate)
Trong taro CNC, lượng chạy dao F là giá trị cố định và bắt buộc:
-
Nếu dùng G95 (mm/vòng): F = Bước ren (P).
-
Nếu dùng G94 (mm/phút): F = S (Tốc độ quay) x P.
Xử Lý Sự Cố: Tại Sao Mũi Taro Hay Bị Gãy?
Gãy mũi taro là tổn thất lớn về chi phí (phôi hỏng, mũi hỏng, dừng máy).
Các lỗi thường gặp
-
Phoi dồn đáy lỗ: Xảy ra ở lỗ kín. Khắc phục bằng cách dùng mũi rãnh xoắn.
-
Lực mô-men quá lớn: Do lỗ khoan quá nhỏ hoặc thiếu dầu bôi trơn.
-
Taro lệch tâm: Gây lực uốn làm gãy mũi taro carbide giòn.
Cách lấy mũi taro gãy
Nếu chẳng may bị gãy trong lỗ kín, tuyệt đối không dùng đục để đục. Các phương pháp chuyên nghiệp:
-
Bộ tháo mũi taro chuyên dụng (Tap Extractor).
-
Máy xung điện EDM: Phương pháp an toàn và hiệu quả nhất để phá hủy lõi mũi taro mà không hại đến phôi.
-
Axit chuyên dụng: Hòa tan thép gió (HSS) trong phôi nhôm.
Ứng Dụng Kỹ Thuật Taro Tại TPHCM Và Các Khu Công Nghiệp
Tại khu vực Quận 11, Tân Bình (TPHCM) hay các khu công nghiệp tại Bình Dương, kỹ thuật taro được ứng dụng cực kỳ rộng rãi:
-
Ngành điện tử: Taro M1.6 - M3 trên vỏ nhôm.
-
Ngành khuôn mẫu: Taro chính xác trên thép P20, H13.
-
Ngành y tế: Taro inox 316 cho các thiết bị phẫu thuật.
Việc thuê ngoài (Outsourcing) gia công taro tại các xưởng chuyên nghiệp giúp doanh nghiệp giảm rủi ro hỏng phôi và đảm bảo tiến độ giao hàng.
Kết Luận
Nắm vững kỹ thuật Taro không chỉ là biết cách quay một mũi thép vào lỗ. Đó là sự am hiểu về vật liệu, tính toán chính xác bước ren và làm chủ công nghệ CNC. Đầu tư vào mũi taro chất lượng và quy trình chuẩn luôn là khoản đầu tư sinh lời thông qua việc giảm thiểu phế phẩm.
Câu hỏi thường gặp (FAQ)
-
Taro tay có dùng được trên máy CNC không?
Được, nhưng phần dẫn hướng (chamfer) của taro tay rất dài, bạn cần tính toán chiều sâu Z để tránh va chạm đáy lỗ.
-
Tại sao taro Inox hay bị xước ren?
Do inox có độ dẻo cao gây hiện tượng phoi dính (Built-up edge). Hãy sử dụng mũi taro HSSE-PM phủ TiCN và dầu bôi trơn chuyên dụng.
-
Mũi taro nén có bền hơn taro cắt không?
Có, taro nén có đường kính lõi lớn hơn nên cứng vững hơn, ít bị gãy do xoắn hơn taro cắt.

CÔNG TY TNHH KỸ THUẬT AN THÀNH
Địa chỉ: 5 Võ Văn Bích, xã Bình Mỹ, Tp. Hồ Chí Minh, Việt Nam
Hotline: 0942 127 028
Email: cokhi.anthanhtech@gmail.com
Tin tức liên quan

29/06
2026
Quản lý tồn kho và biến động giá nguyên vật liệu là bài toán ảnh hưởng trực tiếp đến lợi nhuận và nghĩa vụ thuế của mọi doanh nghiệp. Bài viết này - được tham vấn chuyên môn bởi Kế toán trưởng ANTHANH (10 năm kinh nghiệm ngành sản xuất & bán lẻ) – sẽ giúp các kế toán, quản lý kho và chủ xưởng hiểu rõ phương pháp FIFO, LIFO để đưa ra quyết định định giá chính xác nhất.

13/06
2026
Cẩm nang từ A-Z về phần mềm chuyên dụng cơ khí. Giải pháp ứng dụng CAD, CAM, CAE và MES để tự động hóa dây chuyền sản xuất cơ khí chính xác hiện đại.

15/05
2026
Bất ngờ "đạp phanh" sau chuỗi ngày tăng nóng đầu năm 2026, giá thép xây dựng hôm nay (15/05/2026) tại thị trường TP.HCM đang mở ra cơ hội chốt vật tư lý tưởng cho các nhà thầu. Cú hích từ mỏ quặng thế giới đang tác động thế nào đến bảng giá thép Hòa Phát, Miền Nam, Pomina? Cập nhật ngay báo giá mới nhất để bảo vệ dự toán công trình của bạn!

06/05
2026
Cẩm nang tra cứu toàn diện về các nhóm dụng cụ gia công cơ khí: Đặc điểm, công dụng và cách phân loại chuẩn xác giúp nâng cao hiệu suất và độ tinh xảo cho mọi chi tiết máy.
Xem thêm